

热门关键词: CNC精密机械加工CNC数控车床加工rb88会员入口定制
如何通过优化设计降低精密零部件的加工成本?
一、降低精密零部件精密度公差要求
零部件精度要求越高,对设备及工序协同的要求就越高,从而导致加工成本的指数级上升。
优化建议:
√装配类零部件通过设计盈余及简化装配关系从而降低公差要求
√使用点线与平面替代平面与平面配合满足更低公差设计
√精度和表面要求不高的零部件,避免高公差标注
√无需加工表面,不设计成加工面

二、精密零部件壁厚
使用CNC数控车铣壁厚小于0.5mm的金属零部件或小于1.0mm的塑料零部件,往往需特制工装或者使用如车铣复合等更精密设备替代加工,从而大幅增加人工及替换成本。
优化建议:
√金属类零部件壁厚大于0.5mm
√塑料零部件壁厚大于1.0mm
√尽量增加零部件壁厚,非必要不设计在薄壁上打孔

三、减少精密零部件加工面积
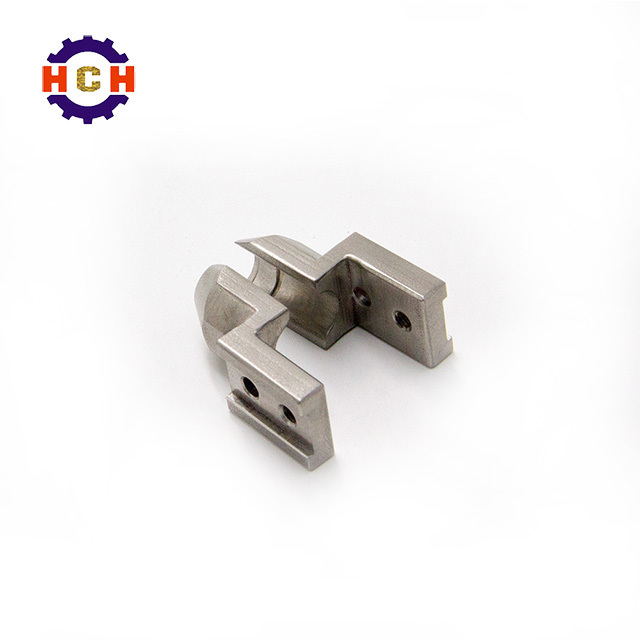
当零部件对整个面的平面度(平行度)有较高要求时,可参考如图2的凸台结构进行优化设计(图2零部件底面平面度要求±0.),减少加工面积实现降本目的。
优化建议:
√优化前设计:需对零部件底面进行整面铣销加工
√优化后设计:仅对四个凸台铣销,有效减少75%加工面积
四、零部件外部棱边用C角替代R角
零部件的外部棱边若为圆角,除需二次装夹铲齿铣刀进行加工(增加人工成本)外,圆角的单位走刀工时也长于斜角。
五、零部件内部转角预留R角盈余
有沉凹结构的零部件内部转角应尽可能预留圆角装配盈余,且R角半径应与铣刀直接一致。零部件在设计中(优化前),由于没有预留R角装配盈余,导致无法通过铣销一次成型,而需使用更昂贵的EDM加工。

六、深宽比小于3:1
铣销加工区域不宜过深,设计零部件时将深宽比合理控制在3:1以内,可以有效避免因铣刀受力面较长可能引起折断的隐形成本。
资讯中心

 全国服务热线
全国服务热线
惠州市惠阳区秋湖路182号
sale@huachaohui.com
13528828938
QQ咨询
服务热线

